
Please send us your inquiry about the customization of other furnace types or related questions about vacuum furnace. We will reply you immediately. Thank you.
 Downloads
Downloads
All documents in the overview
News & Press
All news at a glance
Request
Send us a message
Email: contact@vacfurnace.com
Tel : +86-21-50878190
Wechat : 2210154395
Address: NO.1299, XinJinQiao Road, Pudong New Area, Shanghai, China.
Camshaft vacuum heat treatment
Camshaft is one of the key parts of various engines, it bears certain load and wears for a long time, its performance directly affects the quality and service life of the engine. Therefore, the camshaft material is required to have high surface hardness, good hardenability and excellent toughness, so as to improve the wear resistance, bending strength, torsional strength and corrosion resistance of the camshaft. According to the working conditions and performance requirements of a certain type of camshaft, we selected 16MnCr5 carburized steel as the material for the camshaft to ensure the technical requirements of the camshaft for high back pressure and high power diesel engines. The structure and properties of vacuum heat treatment were studied.
1 Camshaft vacuum heat treatment test
The test material is 16MnCr5 steel, and its chemical composition (mass fraction, %) is: 0.16%C, 1.35%Mn, 1.17%Cr, 0.08%Si, 0.04%Ni, 0.01%V, 0.028%S, 0.018%P. Carburizing treatment is carried out in a vacuum carburizing furnace. The carbon potential in the furnace is measured and adjusted by an infrared CO2 analyzer. The carbon potential in the furnace is 1.0, and the carburizing temperature is 930 ° C. Kerosene and methanol diluent are used as carburizing agents for carburizing. According to the technical requirements of the camshaft (the depth of the carburized layer is 1.0 mm~1.2 mm), the vacuum carburizing time is selected as 8 h, and after the carburizing is completed, it is slowly cooled to room temperature and released from the furnace. The quenching and tempering are carried out in a vacuum furnace. Oil cooling is used.
2 Camshaft vacuum heat treatment results and analysis
2.1 Structure, depth and carbon concentration distribution of permeated layer
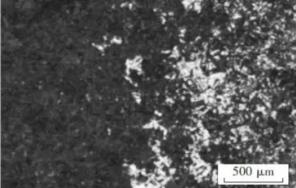
A Φ25 mm×100 mm sample was used for 930 ℃×8 h vacuum carburizing process, and the structure, depth and carbon concentration distribution of the carburized layer were analyzed and measured.
fig.1
2.2 Microstructure and properties of vacuum quenching and tempering
a Vacuum quenching and tempering structure
In order to further refine the austenite grains during the vacuum quenching heating process to obtain better mechanical properties, one quenching is used after carburizing instead of direct quenching. The choice of quenching temperature takes into account the high carbon carburized layer and low carbon The performance requirements of the two aspects of the heart. The quenching temperature of carburized parts is selected as 820 ℃. After vacuum quenching, it can not only ensure that the carburized layer obtains cryptocrystalline martensite + fine carbide + retained austenite structure, but also makes the core part obtain low carbon martensite + Ferritic (blocky) structure. In order to prevent the surface hardness of carburized and quenched parts from being excessively reduced due to excessively high tempering temperature, according to the technical requirements of the camshaft, the vacuum tempering temperature is 180°C, and the holding time is 3 hours. After vacuum quenching and tempering, the carburized layer can obtain high Excellent hardness and good wear resistance, and the core can also have sufficient toughness.
b Hardness distribution and impact toughness of carburized layer
After the 16MnCr5 steel is vacuum carburized, quenched and tempered, the microhardness of the carburized layer is measured with a HV-1000Z microhardness tester. When measuring, the distance between the first point and the surface is 0.2 mm, and the distance between two points is 0.1 mm. The measurement results are shown in the figure below . It can be seen from the figure below that the hardness from the surface to the core shows a gradual decrease trend, and the hardness of the outermost layer decreases rapidly. When the distance from the surface exceeds 2mm, the hardness decreases slowly. This change is related to the carbon content from the surface to the core. changes are basically consistent.
According to the national standard GB/T12778-91, the impact test (room temperature) was carried out on the vacuum carburized heat treatment sample of 16MnCr5 steel. a, while the core fracture is a typical dimple-shaped fracture, which belongs to ductile fracture (see Figure b. In this test, 5 samples were subjected to room temperature impact test, and the impact energy A was measured in the test, with an average value of 16.8J, reaching a certain Model camshaft technical requirements.
3 Camshaft vacuum heat treatment test conclusion
(1) Vacuum carburizing of 16MnCr5 steel at 930 ℃ x 8h can obtain a carburized layer with a thickness of 1.0 mm~1.2 mm.
(2) After carburizing 16MnCr5 steel, it is vacuum quenched at 820°C and vacuum tempered at 180°C×3h. The structure of the carburized layer is tempered martensite + fine carbides, and the structure of the core is tempered low carbon martensite + Ferrite (blocky).
(3) After vacuum carburizing, vacuum quenching and tempering, the highest surface hardness of 16MnCr5 steel is HV756, and the hardness from the surface to the core decreases relatively gently. This change is basically consistent with the change of carbon content from the surface to the core. The impact energy Ak is 16.8J, the carburized layer fracture is a quasi-cleavage fracture, which has the characteristics of brittle fracture, and the core fracture is a typical dimple fracture, which belongs to ductile fracture.
Learn More:
Die Steel Vacuum Nitriding
Optimal Vacuum Heat Treatment for Bevel Gears
Vacuum Furnace Brazing and Diffusion Bonding Services